Aluminium tranenplaten: alles wat je moet weten
Iedereen die buiten wel eens op een metalen trap heeft geklommen, kent de tranenplaat. De tranen moeten voorkomen dat je uitglijdt en nog veel sneller naar beneden gaat. De aluminium tranenplaten behoren tot de sterkste in het plaatassortiment van MCB. In een blog op de website van de metaalgroothandel uit Valkenswaard wordt uitgelegd welke soorten er zijn, hoe ze geproduceerd worden en waar op gelet moet worden bij de verwerking.
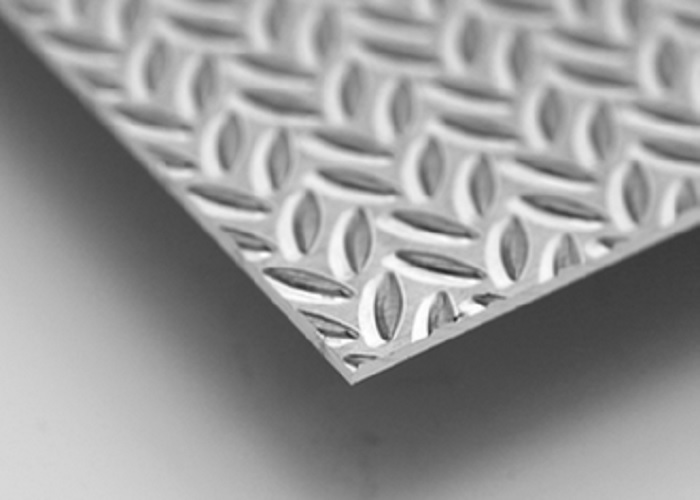
MCB onderscheidt diverse tranenplaten, afhankelijk van de vorm en het aantal tranen naast elkaar. Zo worden in het blog, de 1-traansplaat (ook wel propellerplaat of diamantplaat genoemd vanwege de vorm van de traan), de 2-traansplaat (in gebeitste en ongebeitste uitvoering), de 5-traansplaat (ook in gebeitste en ongebeitste uitvoering) en de gerstekorrelplaat (ook rijstekorrelplaat genoemd en beschikbaar in verschillende patroonvormen) genoemd.
Daarnaast gaat MCB in het blog in op de legeringen die worden gebruikt in de aluminium tranenplaten. Op de webpagina is te lezen dat in 95% van de gevallen in West-Europa de legering EN AW 5754 wordt toegepast in aluminium tranenplaten, terwijl in de Zuid-Europese landen vaak EN AW 1050 wordt toegepast. De 1-traans toepassing wordt vooral in Amerika geproduceerd, in EN AW 6061 of in een 3000 legering die dan vaak als hoogglanzend wordt toegepast. Aluminium tranenplaten zijn genormeerd in NEN EN 1386. Hierin liggen de verschillende types tranenplaat vast, maar ook de mechanische waarden, aanbevolen buigradii, toleranties op traanhoogte en afmetingen van de platen, alsmede de toleranties op vlakheid en overhoekse afwijkingen. De niet-uithardbare legeringen zoals de EN AW 5754 hebben bijna altijd de toestandsaanduiding H114. In de minder sterke legeringen zoals EN AW 1050 is de aanduiding vaak H244 en bij EN AW 3003 H224. Het is in de EN 5754 ook mogelijk te kiezen voor een toestand met nog hogere mechanische waarden, de H224, echter kan niet elke fabriek dit produceren. In de uithardbare legeringen ( EN AW 6082 en EN AW 6061) is de toestandsaanduiding vaak T4 of T6.
Productie en bewerking
Tevens wordt vermeld hoe de tranenplaten worden geproduceerd. De walsrollen waarmee de tranenplaten vervaardigd worden, zijn gefreesd met het patroon van de tranen. Om de platen te kunnen produceren is veel kracht nodig, vandaar dat de meeste tranenplaten als warmband worden vervaardigd. Slechts de dunnere dikten van 1,5 en 2 mm kunnen koud worden vervaardigd. Het patroon van de tranen en de afmetingen hiervan zijn genormaliseerd. De walsrollen moeten regelmatig worden nageslepen, waardoor de diameter van de walsrol steeds iets kleiner wordt. Dit beïnvloedt de vorm van de traan: de lengte en breedte van de traan worden langzaam iets kleiner, naarmate de walsrol vaker is nageslepen. Omdat de fabrieken meerdere walsrollen hebben, is het goed mogelijk dat platen tussen verschillende charges verschillende traanafmetingen hebben. Aluminium tranenplaten kunnen worden verwerkt op een guillotineschaar of een platenzaag. MCB geeft aan dat het voordeel van een platenzaag is dat de zijkanten mooi recht zijn. Verder worden de tranenplaten geleverd in een zetkwaliteit, waarbij de aanbevolen radii gehanteerd moeten worden als ze worden gebogen op de kantbank. De ondermatrijs zorgt wel voor een aftekening op de tranenplaat. Als men dit wil voorkomen, kan hier rubber tussen geplaatst worden. Uitgaande van bovenstaande informatie over de afmetingen van de tranen, is het belangrijk dat – afhankelijk van de toepassing – gekozen wordt voor één afmeting uit één fabriekscharge. Hiermee wordt voorkomen dat er verschillende traanafmetingen ontstaan in het werk. Ook wordt vaak gedacht dat bij het leggen van bijvoorbeeld een vloer de tranen van de ene in de andere plaat moeten doorlopen, dit is echter niet het geval. De enige manier om de tranen te laten doorlopen is steeds de lengte aan te passen per plaat. Hierdoor kan bij de zijkant van de plaat de traan doorlopen. Dit kan alleen wel een probleem opleveren in de totale lengte van het project, dit wordt langer.
Beitsen of niet beitsen?
Tenslotte gaat MCB nog in op de verschillen tussen beitsen of niet beitsen. Ongebeitste tranenplaten blinken méér dan gebeitste. Door het beitsen wordt de plaat namelijk mat en komt de kleur overeen met geanodiseerd materiaal. Dit was vroeger vooral in de carrosseriebouw een vereiste, omdat vaak met geanodiseerde profielen gewerkt werd. In combinatie met gebeitste platen vormde dit dan één geheel. Beitsen werd vroeger ook wel toegepast om olierestanten en kleurverschillen in het oppervlak te verwijderen. De oppervlaktekwaliteit van de niet-gebeitste platen is de laatste decennia aanmerkelijk verbeterd. Regelmatig worden tranenplaten geanodiseerd. Daarvoor kunnen het beste
niet-gebeitste tranenplaten gehanteerd worden en het is belangrijk dat het materiaal uit één fabriekscharge komt. Hiermee worden problemen met kleurverschillen na naturel anodiseren voorkomen. Bovendien zijn gebeitste tranenplaten duurder dan ongebeitste en is beitsen een voorbehandeling voor het anodiseren die altijd moet plaatsvinden, ook als de platen al gebeitst worden aangeleverd bij de anodiseerbedrijf.