CO2-laser sterft stille dood
De CO2-laser verliest als snijtechniek voor plaatmateriaal in een razendsnel tempo terrein aan de vaste stoflaser. “De CO2-laser gaat een stille dood sterven.”
De grote producenten van lasersnijmachines, die beide lasertechnieken op de markt brengen, zien het marktaandeel van de vaste stoflasers (disklaser, fiberlaser en Direct Diode Laser) sterk groeien ten opzichte van dat van hun CO2-lasers. Volgens directeur Marius Van der Hoeven van Bystronic Benelux is 96 procent van alle lasersnijmachines die Bystronic verkoopt een fiberlaser. Trumpf-directeur Heinz-Jürgen Prokop vertelde op de Blechexpo dat inmiddels 85 procent van alle lasersnijmachines die Trumpf verkoopt, een vaste stoflaser is. Vergelijkbaar is de situatie bij Mazak. Luc Creemers, sales manager Benelux laser products bij Mazak, schat dat de verhouding momenteel op 80-20 ligt. “De CO2 laser verdwijnt en gaat een stille dood sterven”, is zijn conclusie. “Dat is zeker.”
Dun materiaal
En dat is toch een heel andere ontwikkeling dan 10 jaar geleden werd voorspeld, toen de vaste stoflasers met een golflengte van 1 mu en een hoge helderheid hun intrede deden in het lasersnijden. De snijkanten waren aanvankelijk bij het snijden met stikstof in plaatdiktes vanaf 4 mm duidelijk ruwer dan bij CO2 lasers en gaven aan de onderkant van de plaat een veel sterkere braamontwikkeling. Hierdoor werden ze in eerste instantie vooral voor het snijden van dun materiaal toegepast.
Toch waren er ook direct al duidelijke voordelen. Door de kortere golflengte kan ook bont materiaal (zoals koper en messing) worden gesneden en de laserstraal kan eenvoudig via een optische vezelkabel worden getransporteerd. Door dat laatste kenmerk kan een laserbron makkelijk in een bewerkingsmachine worden geïntegreerd. Het is dan ook veel eenvoudiger geworden een basismachine te ontwikkelen, eens te meer omdat veel componenten worden aangeboden door onafhankelijke aanbieders, vooral de laserbron zelf en de snij-optieken. Hierdoor zijn er meer dan 100 aanbieders van fiberlasers. Dat is heel wat anders dan bij de CO2-laser, waar het transport van de laserstraal van de resonator naar de snijkop veel ingewikkelder is met gekoelde spiegels. Daardoor waren er altijd veel minder aanbieders van CO2-lasers.
Inmiddels is de snijkantkwaliteit van de fiberlaser sterk verbeterd. Door de ontwikkeling van krachtige laserdiodes en nieuwe koelconcepten zijn inmiddels disk-, fiber- en DDL-lasers met een hoge straalkwaliteit en vermogen beschikbaar. Hierdoor is de snijkwaliteit bij dikker materiaal sterk verbeterd. Dit gegeven, in combinatie met een hoger energierendement en de veel eenvoudiger opbouw, zorgt voor de snelle opmars van de vaste stoflaser.
Steeds meer vermogen
En nu is er sprake van een situatie die doet denken aan de vroegere jaren in de automobielbouw, waar het in eerste instantie om steeds hogere motorvermogens ging. Ook bij de vaste stoflasers is een wedloop ontstaan wie als eerste weer een hoger laservermogen kan aanbieden. Vond de CO2-laser bij universele toepassingen bij 6 kW zijn fysiek en economisch gezien zinvolle limiet, voor de vaste stoflaser zijn er nog geen grenzen omdat zijn golflengte door het te snijden materiaal beter wordt geabsorbeerd. Enkele producenten bieden al 12 kW aan en in laboratoria wordt al geëxperimenteerd met 16 kW. Het hoogste doel hierbij is het steeds verder opvoeren van de snijsnelheid.
Alles op elkaar afstemmen
Maar zijn hoge laservermogens economisch gezien werkelijk het doorslaggevende criterium? Daarbij moet volgens Trumpf-topman Prokop alleerst worden bedacht dat vermogen alleen dan kan worden omgezet in productiviteit, kwaliteit van de snijkant en contournauwkeurigheid als het totale proces van vermogen, machinedynamiek en snijproces goed op elkaar is afgestemd. “Maar ook dan betekent een hoger vermogen niet zonder meer een rendabeler proces. Zo kan bijvoorbeeld met 10 kW in 8 mm RVS de snijsnelheid ten opzichte van 6 kW met gebruik van dezelfde nozzlegeometrie in een rechte snede met circa 60 procent worden opgevoerd. Bij een representatieve bezetting van de snijtafel slinkt het productiviteitsvoordeel echter naar 20 procent, omdat de hoge snelheden bij complexe deelgeometrieën met veel radii en korte rechte snedes niet kunnen worden behaald.”
-

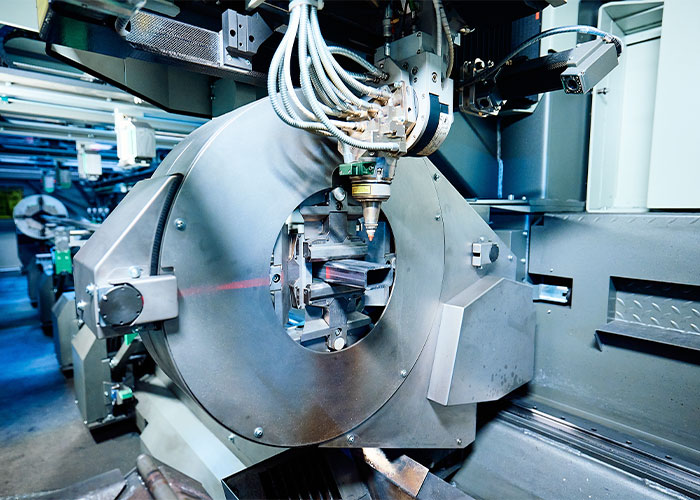
- De Optiplex 3015 DDL van Mazak.
-

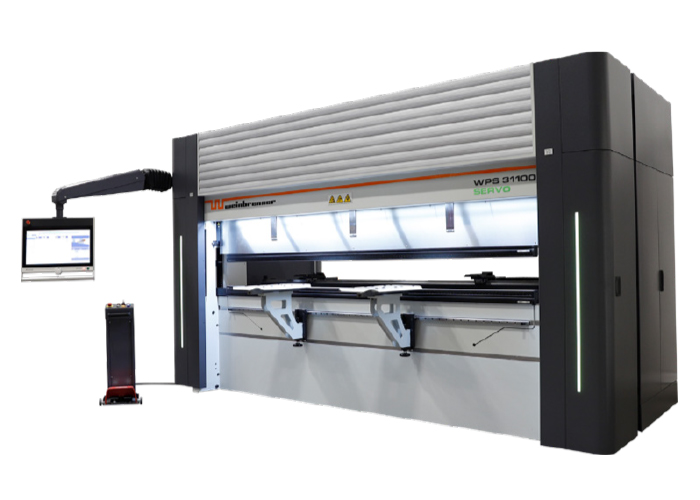
- Als het gaat om lasersnijmachnies, verkoopt Bystronic bijna alleen nog maar fiberlasers.
-
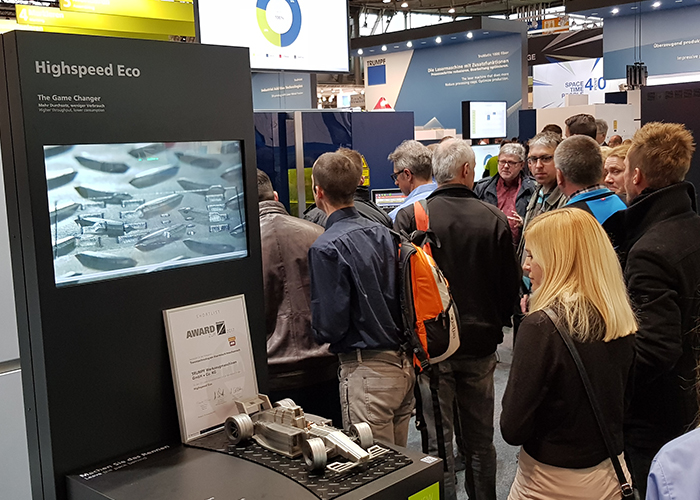
- Grote belangstelling op de Blechexpo voor Trumpfs nieuwe snijproces Highspeed Eco, dat is onderscheiden met een award in de categorie thermisch/mechanisch scheiden.
Potentiële risico’s
En hoe hoger het laservermogen, hoe sterker de afschrijving van de investeringskosten doorwerkt in het uurtarief van de machine. Prokop: “De productiviteit moet dit effect minimaal compenseren en betaalt zich uiteindelijk alleen dan uit als een hoge benuttingsgraad van de machine wordt bereikt. Daarbij speelt de beschikbaarheid van de machine een essentiële rol. En hier zijn potentiële risico’s: hoe hoger het laservermogen, hoe sterker de componenten van de straalgang worden belast. Dit betreft de optische vezelkabel, maar vooral het snijoptiek dat de laserstraal op het snijgebied focusseert. Bij hoge vermogens kunnen al de kleinste deeltjes op optische elementen inbranden en tot totaaluitval leiden.”
Om het smelt door het snijgas efficiënt uit de snijnaad te verdrijven en een goede snijkantkwaliteit te bereiken wordt normaal gesproken met een zeer kleine afstand van de nozzle tot de plaat gewerkt (enkele tienden van mm). Bevinden zich bijvoorbeeld spatten van het insteekproces op het plaatoppervlak of steekt een vrij gesneden onderdeel er slechts heel iets bovenuit, dan kan dit tot een botsing leiden. De machine blijft dan staan en de nozzle of de snijkop kunnen beschadigd raken.
Highspeed Eco
Trumpf is daarom van mening dat het niet voldoende is om naar steeds hogere vermogens te streven. Wanneer de beschikbare laservermogens op de maximaal mogelijke prestaties worden ‘getrimd’, lever dat een duidelijk rendabeler resultaat op. Een voorbeeld hiervan is Trumpfs nieuwe snijproces Highspeed Eco, dat op de Blechexpo is onderscheiden met een award in de categorie thermisch/mechanisch scheiden. Door een gepatenteerde doorontwikkeling van de nozzlegeometrie is het Trumpf in samenhang met alle andere snijparameters gelukt om ten opzichte van bestaande snijprocessen bij gelijkwaardige laservermogens dubbele snijsnelheden te halen. Door een beweegbare, makkelijk uitwisselbare huls, die op het plaatoppervlak glijdt, wordt het snijgas effectief in de snijnaad ingebracht, waardoor het gasverbruik met circa 70 procent afneemt. Van groot belang hierbij is dat de ook dat de afstand van de eigenlijke nozzle tot de plaatoppervlak meer dan een mm is. Hierdoor is het gevaar van botsingen duidelijk minder.
Prokop ziet bij de vastestoflaser wel meer ontwikkelingen die hem doen denken aan de automobielindustrie. Het gaat daar steeds minder om meer vermogen en steeds meer om ondersteunende systemen, die helpen het voertuig te beheersen en het rijden veiliger maken. Voor de vaste stoflaser geldt hetzelfde. Zoals in de automotive zelfrijdende voertuigen steeds dichterbij komen, zo gaat ook de autonoom opererende lasersnijmachine werkelijkheid worden.