Heller maakt ‘groene’ lascel van bewerkingscentrum
Bekend als een groene verbindingstechnologie voor non-ferrometalen zoals aluminium, heeft wrijvingsroerlassen (Friction Stir Welding) – zich in sommige industrieën gevestigd. Productiebedrijven met Heller machines hebben hiervoor geen extra hardware meer nodig. Zij kunnen deze bewerkingsstap met hun vier- of vijfassige bewerkingscentra in één set-up voltooien.

Het Friction Stir Welding proces wordt vooral interessant omdat het succesvol is geïntegreerd in Heller gereedschapsmachines. Hierdoor besparen gebruikers een extra werkstap.
Als het gaat om het produceren van hoogwaardige, holtevrije en dichte lassen met uitstekende vermoeiingseigenschappen, is wrijvingsroerlassen een goede keuze. Dit proces wordt dan ook veel toegepast in de containerbouw, scheepsbouw en ruimtevaarttechniek. Bovendien raakt deze verbindingstechniek steeds meer ingeburgerd in de elektro-industrie en in de autoproductie met de groeimarkt van e-mobiliteit – bijvoorbeeld voor het lassen van batterijbehuizingen.
Volgens Dieter Drechsler, algemeen directeur van Heller, heeft FSR verschillende voordelen in alle toepassingsgebieden. Ten eerste is de kwaliteit erg hoog. Dankzij de relatief lage warmte-inbreng ontstaat er een zeer fijnkorrelige structuur zonder scheuren of poriën in het materiaal. De vervorming in het onderdeel is minimaal. Zo voldoet de lasnaad aan de hoogste eisen op het gebied van dichtheid en botsgedrag.
Ten tweede worden verschillende milieu- en gezondheidsaspecten als belangrijke pluspunten gezien, vandaar dat wrijvingsroerlassen ook wel groene technologie wordt genoemd. Redenen hiervoor: In tegenstelling tot klassieke lasprocessen zijn er geen gevaarlijke lichtflitsen of schadelijke dampen die zouden moeten worden afgezogen tijdens het verbindingsproces. Daarnaast is de milieubalans van het proces zeer gunstig dankzij het lage energieverbruik.
Hoog rendement door integratie
Ten derde: het hoge niveau van winstgevendheid is een echte winstfactor. Aangezien er geen verbruiksartikelen zoals gevulde draad of beschermgas nodig zijn, zijn de verbruikskosten minimaal.
Het lasproces wordt vooral interessant omdat het succesvol is geïntegreerd in Heller gereedschapsmachines. Hierdoor besparen gebruikers een extra werkstap en hebben ze verder alleen de goedkope gereedschappen, activering van de Heller-technologiecyclus en de ‘adaptieve besturingsfunctie’ in de Sinumerik 840D sl nodig.
De machineoperator kan de lasbaan eenvoudig programmeren op het CNC-bedieningspaneel met behulp van G-code. Ook de overdracht van CAD/CAM-gegevens is probleemloos mogelijk. Om het lasproces te starten, moeten ook de belangrijke parameters druk en snelheid worden bepaald. Deze zijn onder meer afhankelijk van factoren als de materiaalsamenstelling en de gewenste soort en diepte van de lasnaad. Zoals Drechsler zegt, zit er een zekere uitdaging in deze taak. Maar: “Natuurlijk ondersteunen onze specialisten de klant als hij dat wenst. En de eerste proefprojecten hebben aangetoond dat de operators van onze klanten het zelf heel snel aankunnen.”
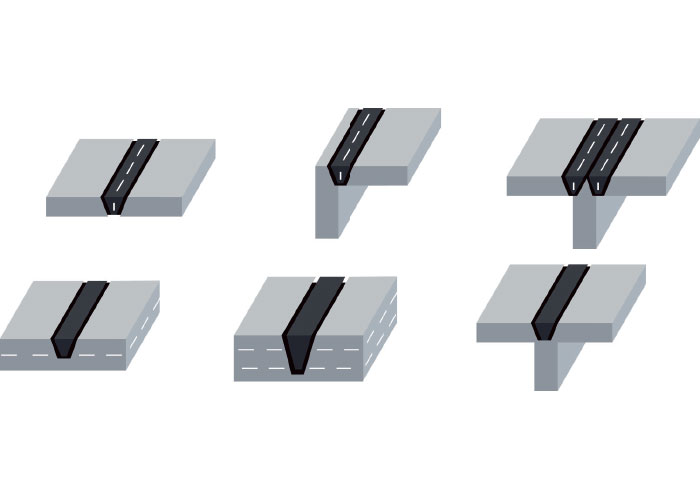
De verscheidenheid aan lasvarianten die Friction Stir Welding op Heller bewerkingscentra mogelijk maakt is vrij groot: stootvoegen, hoek- en T-verbindingen en overlappende voegen – enkelvoudig, meervoudig en als T-variant – zijn probleemloos te realiseren.
Eenmaal gedefinieerd, kunnen druk en snelheid gedurende een cyclus worden opgeroepen. Zodra het lasproces is gestart, registreert de Siemens CNC het volledige proces en controleert op betrouwbare wijze of alle parameters worden nageleefd. Eerder noodzakelijke ‘loadcellen’ zijn achterhaald.
De verscheidenheid aan lasvarianten is vrij groot. Naast klassieke stootvoegen zijn ook hoek- en T-verbindingen mogelijk. Zelfs overlappende voegen – enkelvoudig, meervoudig en als T-variant – zijn probleemloos te realiseren.
Wrijvingsroerlassen
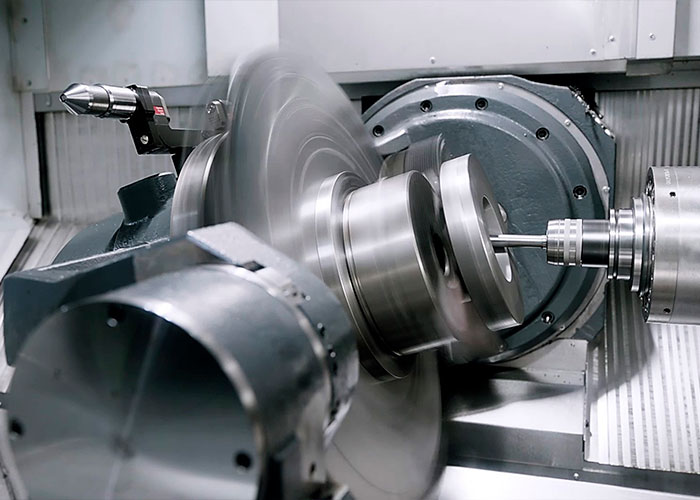
Bij wrijvingsroerlassen zakt het penvormige, roterende gereedschap met hoge axiale kracht in de spleet tussen de te verbinden componenten totdat de zogenaamde gereedschapsschouder op het oppervlak van het onderdeel rust. De wrijving die tijdens dit proces optreedt, warmt op en maakt uiteindelijk het materiaal van de component week. Als gevolg hiervan vermengen en hechten de materialen van de componenten zich met elkaar in de voegspleet. Nu wordt het gereedschap, dat blijft draaien, met constante contactdruk langs de voegspleet bewogen, het materiaal wordt continu geplastificeerd en gemengd rond de gereedschapspen. Er ontstaat een hoogwaardige las. Aan het einde van de beoogde lasnaad stopt de aanvoerbeweging en wordt het gereedschap uit de verbindingszone getild.