Innovatie ontmoet traditie in CNC-gefreesde notenkraker
Passend bij de Kerstperiode toont CAD/CAM-ontwikkelaar Open Mind hoe een exact beeld van de wereldberoemde notenkraker uit het Duitse Erzgebirge uit aluminium wordt gefreesd. Het voorbeeld demonstreert een consistente digitale procesketen en efficiënte 5-assige bewerking met hyperMILL.

De productie van de aluminium notenkraker is het resultaat van een consistente digitale procesketen en efficiënte 5-assige bewerking met hyperMILL.
Samen met Emuge-Franken stelde Open Mind zichzelf een taak: een notenkraker (40 cm hoog) moest zo nauwkeurig mogelijk digitaal worden nagebouwd en zo efficiënt mogelijk uit aluminium worden gefreesd.
3D-scan van houten notenkraker
Eerst werd een 3D-scan gemaakt van de houten notenkraker, wat resulteerde in een hi-res netwerkmodel bestaande uit 1,2 miljoen driehoeken. Vervolgens werd met hyperMILL een oppervlaktegebaseerd 3D-model gemaakt en volledig parametrisch opgebouwd. Dit laatste heeft het voordeel dat latere productiegerelateerde wijzigingen aan het model eenvoudig kunnen worden aangebracht. Voor de productie werd het notenkrakermodel opgedeeld in een bovendeel, poten, armen en hendels, die na voltooiing aan elkaar werden vastgemaakt en gelijmd.
5-Assig simultaan proces
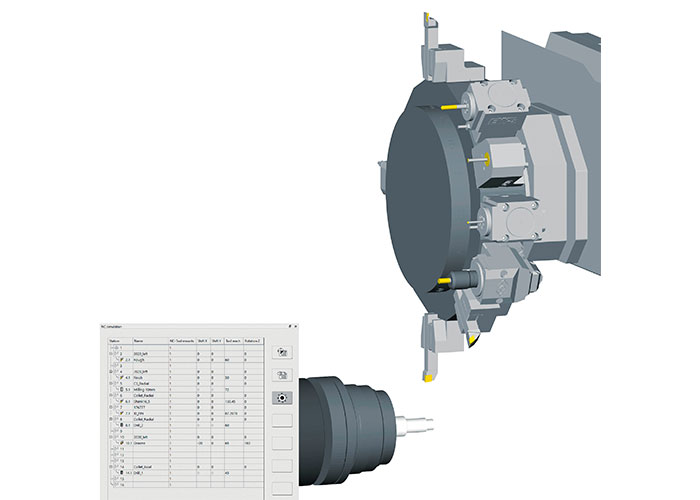
De productie vond plaats op een Hermle C32 in één opspanning in een 5-assig simultaan proces. Dit betekende dat de oppervlakken consistent en zonder segmentatie konden worden bewerkt. De openingssnede voor de grote middenpocket van het bovenlichaam werd efficiënt gerealiseerd middels 5-assig spiraalboren, wat een hoge materiaalafname mogelijk maakt, én vriendelijker is voor het gereedschap dan een spiraalvormige insteekbeweging. Om het verdere voorbewerken te optimaliseren werden strategieën uit het hyperMILL MAXX-Machining pakket gebruikt. De 5-assige rest bewerkingsfunctie zorgde er vervolgens voor dat de voorbewerking efficiënt werd uitgevoerd. Voor het spannen van werkstukken werd de nieuwe centrische klem EvoGrip van Emuge gebruikt.
In twee richtingen gebogen
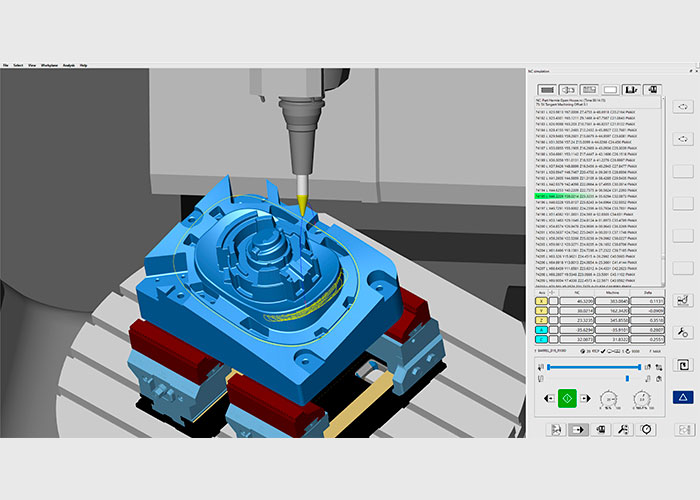
Tijdens het nabewerken werd gebruik gemaakt van de ‘high-precision surface’-modus, waarbij hyperMILL gereedschapspaden genereert op de echte CAD-oppervlakken en niet op een rekenmodel. Voor de grote oppervlakken van de notenkraker, die in twee richtingen gebogen zijn, konden de cirkelsegmentfrezen van Franken in verschillende vormen worden gebruikt: kegel- en druppelvormen met snijradii van 200 mm tot 1.000 mm.
Deze gereedschappen maken ondanks grote invoer of grote lijnsprongen een efficiënte productie van hoogwaardige oppervlakken mogelijk. HyperMill biedt optimale controle over het snijoppervlak van cirkelsegmentfrezen.
Snelle aanpassingen
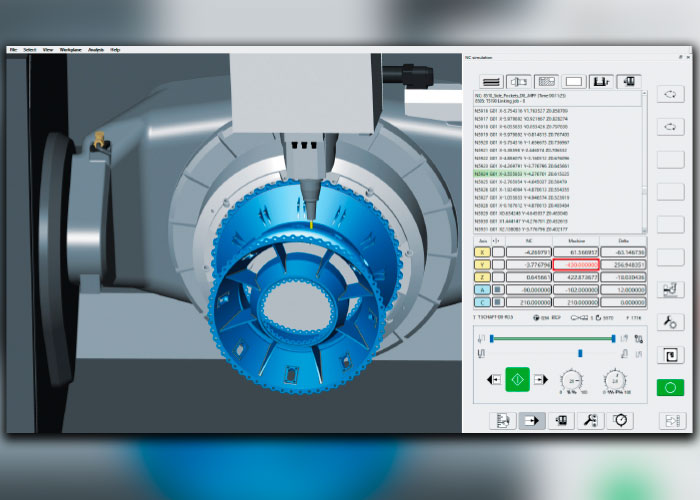
“Bij het voorbeeld van de notenkrakerbewerking hadden we het probleem dat de afmetingen van de componenten eigenlijk te groot waren voor de bewerkingsruimte van de machine”, legt Michael Förster van Open Mind Technologies uit. “Wat normaal gesproken veel handmatige aanpassingen en individuele simulaties zou vereisen om te voorkomen dat eindlimieten worden overschreden en om veilige posities te vinden, kan dankzij de virtuele machine en op NC-code gebaseerde simulatie snel en betrouwbaar worden geïmplementeerd.”
Virtual Machining bevat een optimizer die de verbindingsbewegingen tussen de afzonderlijke freesbewerkingen perfect aanpast aan de kinematica van de machine en zo eindlimietproblemen kan oplossen. De communicatie tussen het freescentrum en de software, die een digitale tweeling van de machine bevat, maakt een nauwkeurige simulatie van de bewerking mogelijk op basis van de daadwerkelijke NC-code.