Robot last ingewikkelde RVS samenstellingen

Voor VDL Systems uit Uden was de investering in een tweede lasrobot een logische stap.
“Als specialistische ontwerper, producent en toeleverancier van voornamelijk hoogwaardige machines en apparatuur voor de voedingsmiddelenindustrie, is het constant leveren van de beste laskwaliteit, ten behoeve van de juiste maatvoering, esthetica en hygiëne, van het grootste. Dat geldt zeker voor de ingewikkelde RVS samenstellingen die wij hier vervaardigen”, aldus Michèl van der Staak, bedrijfsleider van VDL Systems.
Hij vervolgt: “Speciaal voor het aflassen van een speciaal door ons ontworpen RVS container met een afmeting van 2.400×1.200x1400mm hebben we in deze lasrobotcel geïnvesteerd. Omdat bij handlassen vaak variatie zit in het laswerk, wat zich uit in maatafwijkingen van de constructie, is het belangrijk dat alle lassen van dit omvangrijke product steeds van dezelfde kwaliteit zijn om een constante maatvoering te krijgen. Dat krijg je alleen met een lasrobot.”

Robot last ingewikkelde RVS samenstellingen
Groot werkbereik
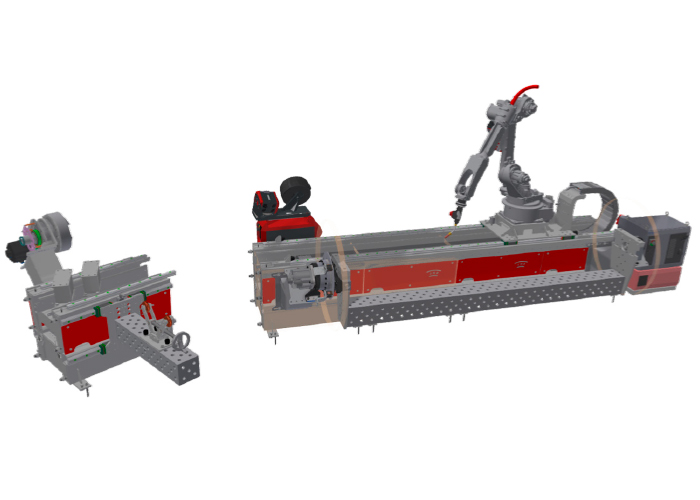
De MA2010 Yaskawa lasrobot met een groot werkbereik van 2010 mm staat gemonteerd op een 7150 mm lange, servo-gestuurde track, waardoor twee werkstations bereikt kunnen worden. Er zijn twee HSB-1000 manipulatoren met tegenlager welke als twee individuele stations gebruikt kunnen worden. De afstand tussen de aandrijfzijde en tegenlager is 3200 mm waardoor deze grote containers zonder onderbreking kunnen worden afgelast. Doordat het tegenlager verplaatst kan worden kan de robot nóg grotere samenstellingen aflassen. Hierdoor is hij voor VDL Systems universeel inzetbaar voor elk product, groot of klein.
Als lastechniek is gekozen voor de Fronius CMT stroombron, welke geschikt is voor het lassen van vooral dun RVS, staal en aluminium. Een zogenaamde WeldCom interface zorgt ervoor dat de stroombron rechtstreeks via de teachbox van de robotcontroller ingesteld kan worden.
Om de vervuiling van de lastoorts te minimaliseren is de installatie tevens voorzien van een toortsreiniger met draadknip-unit. Het reinigingsproces wordt automatisch uitgevoerd. Afwijkingen van de toorts kunnen gecontroleerd worden door een zogenoemde Qset welke het programma, indien nodig, kan corrigeren.
Om de inbedrijfstelling bij VDL Systems te versnellen, is gebruik gemaakt van offline programmeertechniek. Hierdoor konden de lasprogramma’s alvast in de opbouwfase van de robot gemaakt worden, zodat deze direct na de in bedrijfstelling van de robot ingelezen konden worden. De Yaskawa-installatie is voorafgaande aan de levering geheel opgebouwd en bedrijfsklaar gemaakt door de vaste partner van Yaskawa: ProduLAS in Oosterhout.
Constante kwaliteit
Michèl van de Staak: “Wat voor ons belangrijk is, is dat de robot een constante kwaliteit laswerk levert, waardoor de juiste maatvoering ook constant blijft. Want alle montagedelen moeten feilloos in elkaar passen, zowel bij het eerste product, alsook bij het laatste. Daarnaast is het een voordeel dat de robot continu inzetbaar is, waardoor er steeds voldoende lascapaciteit ter beschikking is. Bovendien heeft de lasrobot ten opzichte van handlassen een hogere productiesnelheid, waardoor de door ons gedane investering voor deze robotcel zeker verantwoord is”.