Symmetrisch versus dubbel verzet kotteren
Elk project brengt zijn eigen uitdagingen met zich mee. Wat perfect werkt voor het kotteren van een reeks luchtvaartcomponenten zou waarschijnlijk niet ideaal zijn voor het kotteren van tandwielkasthuizen. Verspaners moeten ervoor zorgen dat ze altijd gebruiken wat het beste werkt voor de klus. Dat geldt ook voor hun snijconfiguraties.
Wie voor kotterwerkzaamheden tweesnijders gebruikt, moet kiezen tussen twee opties: symmetrisch of dubbel verzet kotteren. Beide technieken hebben voor- en nadelen.
Soms vereisen klussen voorbewerken met een éénsnijder of circulair frezen. Maar beide methoden hebben hun beperkingen, en dat is waar tweesnijders om de hoek komen kijken. Vaak, vooral in het geval van industrieën die giet- of smeedstukken gebruiken, is dit de ideale weg. En als u voor uw kotterwerkzaamheden tweesnijders gebruikt, moet u kiezen tussen twee opties: symmetrisch of dubbel verzet kotteren. Laten we de voor- en nadelen van beide technieken bekijken.
Wat is symmetrisch kotteren?
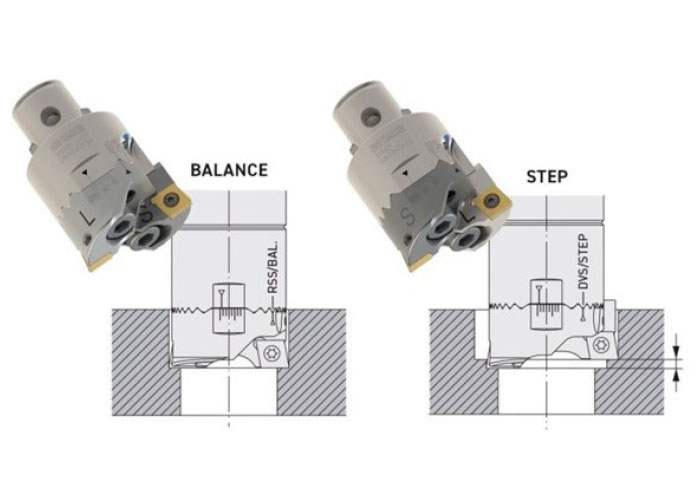
In deze configuratie staan de snijkanten van de wisselplaten qua lengte en diameter gelijk. Radiale krachten heffen elkaar op en sturen axiale snijkrachten rechtstreeks terug naar de spil.
3 voordelen van symmetrisch kotteren:
- Betere plaatsnauwkeurigheid en rondheid. Door twee tegenover elkaar liggende snijkanten te gebruiken, kunnen operators ervoor zorgen dat het gereedschap gecentreerd blijft. Dit levert rechte, perfect ronde gaten op, waardoor latere nabewerkingen betrouwbaarder worden.
- Minder trillingen. Omdat de tegenover elkaar liggende snijkanten de snijkrachten axiaal terugbrengen naar de spil, kunnen gereedschappen efficiënt snijden zonder afbuigen of trillen. Dat is zelfs het geval voor langere gereedschappen, waardoor dit ideaal is voor diepe gaten.
- Hogere productiviteit. Gebalanceerd snijden verkort de cyclustijden aanzienlijk in vergelijking met wat mogelijk is met éénsnijder voorbewerkingsgereedschappen of circulair frezen. Het bewerken met twee snijkanten tegelijk biedt voldoende extra stabiliteit om een twee tot vier maal hogere voedingssnelheid mogelijk te maken dan anders mogelijk zou zijn

Bij symmetrisch kotteren staan de snijkanten van de wisselplaten qua lengte en diameter gelijk. Radiale krachten heffen elkaar op en sturen axiale snijkrachten rechtstreeks terug naar de spil.
Waar wordt symmetrisch snijden voor gebruikt?
Symmetrisch snijden zou uw beste optie moeten zijn bij het produceren van rechte, ronde gaten die gemakkelijk kunnen worden afgewerkt binnen nauwe toleranties. De stabiliteit van de snijconfiguratie maakt gematigde snededieptes en diepe gaten mogelijk, terwijl de consistentie in afmetingen en oppervlakteafwerking behouden blijft. Die stabiliteit maakt het ook ideaal voor werksituaties met een hoge productie.
4 veelgemaakte fouten bij symmetrisch kotteren:
- Onjuiste materiaaltoegift. Het is gebruikelijk dat operators symmetrische snijbewerkingen behandelen als semi-finishbewerkingen, waarbij er te weinig materiaal beschikbaar is om de neusradius van de wisselplaat volledig te kunnen gebruiken. Deze niet optimale situatie veroorzaakt radiale krachten op het gereedschap, waardoor de dubbele snijkanten elkaar ‘bevechten’. Dit vermindert de algehele stabiliteit, wat resulteert in trillingen tijdens het kotteren.
- Slechte synchronisatie. Over concurrerende snijkanten gesproken: als je bezig bent met gebalanceerd kotteren, moeten de snijkanten perfect gesynchroniseerd zijn. Hoe groter de discrepantie in snijlengte of diameter, hoe slechter het resulterende oppervlak zal zijn. Operators kunnen slechte synchronisatie compenseren door de voedingssnelheid te verlagen, maar dat doet een van de grootste voordelen van gebalanceerd snijden teniet.
- Onvoldoende spaanafvoer. Het is niet verwonderlijk dat het gelijktijdig snijden van twee kanten snel veel spanen genereert. Dit vereist voldoende koelmiddel en een snelle spaanafvoer. Als de spanen niet snel genoeg worden afgevoerd, vindt er opnieuw snijden plaats, waardoor het gereedschap en het werkstuk mogelijk worden beschadigd.
- Ongeschikte materiaalkeuzes. Bepaalde materialen lenen zich niet goed voor symmetrisch snijden. Materialen die hard worden, zoals nikkellegeringen, kunnen voortijdig falen van de wisselplaat veroorzaken. Aan de andere kant kunnen materialen zoals elastisch staal of aluminium problemen met de spaanbeheersing veroorzaken, waardoor het hierboven genoemde probleem met de spaanafvoer wordt verergerd.
Wat is dubbel verzet kotteren?
Bij dubbel verzet kotteren staan de snijkanten van de wisselplaat versprongen, zowel in de lengte als in de diameter. Het resultaat is feitelijk twee gereedschappen in één bewerking. De eerste is een hogere, leidende wisselplaathouder, die een kleinere diameter snijdt en de helft van de toegift per cyclus voor zijn rekening neemt. De tweede wisselplaathouder wordt ingesteld op de uiteindelijk beoogde maat. Deze configuratie wordt meestal gebruikt voor grotere toegiften.

Bij dubbel verzet kotteren staan de snijkanten van de wisselplaat versprongen, zowel in de lengte als in de diameter. Het resultaat is feitelijk twee gereedschappen in één bewerking.
3 voordelen van dubbel verzet kotteren:
- Zwaardere sneden toegestaan. Door de aanwezigheid van het bevestigingsschroefgat van de wisselplaat is de snijkant van een wisselplaat het zwakst ter hoogte van de dwarsdoorsnede. Wanneer bij de meeste materialen de radiale toegift van een snede de helft van de breedte van de wisselplaat nadert, kunt u het beste overstappen op getrapt snijden. Hierdoor worden de wisselplaten gespreid en worden geen van beide blootgesteld aan zware snijkrachten op het meest kwetsbare punt. Het verwijderen van materiaal met twee sneden vermindert de hoeveelheid spanning op elke wisselplaat, waardoor over het geheel genomen zwaardere sneden mogelijk zijn. Als extra bonus verlaagt het getrapte snijden het energieverbruik, ook al worden deze zwaardere sneden uitgevoerd.
- Betere spaanafvoer. Getrapt snijden produceert smallere spanen, die gemakkelijker breken en minder moeilijk uit het snijgebied te verwijderen zijn. Dit helpt enorm bij het omgaan met langspanige, elastische materialen zoals aluminium of zacht staal.
- Betere maatcontrole. Bij getrapt snijden is de maatcontrole eenvoudig, omdat slechts één van de wisselplaten de uiteindelijke maat produceert. Bij symmetrisch snijden wordt het behouden van de juiste maat daarentegen twee keer zo lastig. De wisselplaathouders moeten perfect met elkaar in balans zijn en beide passen bij de doelgrootte. Om deze reden wordt getrapt snijden soms gebruikt als zowel een ruwe als een half afgewerkte bewerking in hetzelfde gereedschap.
Waar wordt getrapt kotteren voor gebruikt?
Getrapt kotteren is zeer geschikt voor het werken met grotere hoeveelheden materiaal en is vooral effectief bij elastische materialen waarbij spaanbeheersing een uitdaging kan zijn. Het blinkt uit in situaties waarbij sprake is van substantiële materiaalverwijdering tijdens voorbewerking of bij het omgaan met lange lintspanen.
2 veelgemaakte fouten bij getrapt kotteren:
- Onjuiste stapgroottes. Als de toegift niet gelijkmatig over de wisselplaten wordt verdeeld, nemen de voordelen van getrapt snijden af. Zelfs een kleine inconsistentie in stapgrootte kan leiden tot ongelijkmatige verwijdering, wat uiteindelijk de afwerking en nauwkeurigheid in maat of positie schaadt. De stapgrootte moet zo uniform zijn als de combinatie van kotterkop en wisselplaathouder mogelijk maakt.
- Er wordt geen rekening gehouden met doorbuiging van het gereedschap. Verschillende snijdiameters zorgen voor een onvolmaakte balans, wat kan leiden tot problemen bij toepassingen met diepe gaten. Processen moeten mogelijk opnieuw worden geëvalueerd als er in langere boringen zwaar moet worden ingeleverd op snijcondities.
Hoe u kiest welke methode voor u geschikt is?
Er is geen vaste regel bij het nemen van deze beslissing. Stel jezelf deze vragen:
- Hoeveel tijd heb ik?
- Welk materiaal snij ik?
- Wat zijn de projectparameters?
- Wat is het eindproduct?
Weeg de antwoorden tegen elkaar af en neem de best mogelijke beslissing.
Dit artikel is geschreven door Heku Tools in Kaatsheuvel.















