Uren nodig om vormtools te frezen? Voorbij!
De vormgereedschappen die worden gebruikt om bipolaire platen voor brandstofcellen te produceren, worden gefreesd uit hoogwaardige metaallegeringen die ze een hoge slijtvastheid bieden. Het Fraunhofer Instituut voor Lasertechnologie ILT in Aken pakt het anders aan: in plaats van de gereedschappen uit een duur massief blok te frezen, wordt extreem hogesnelheidslasermateriaaldepositie (EHLA) gebruikt om slijtvaste functionele lagen aan te brengen op goedkoop constructiestaal dicht bij de uiteindelijke contour. Resultaat: minder kosten, bouwtijd en gereedschapsslijtage. Het EHLA-proces kan ook worden gebruikt om beschadigde en versleten gereedschappen te repareren.
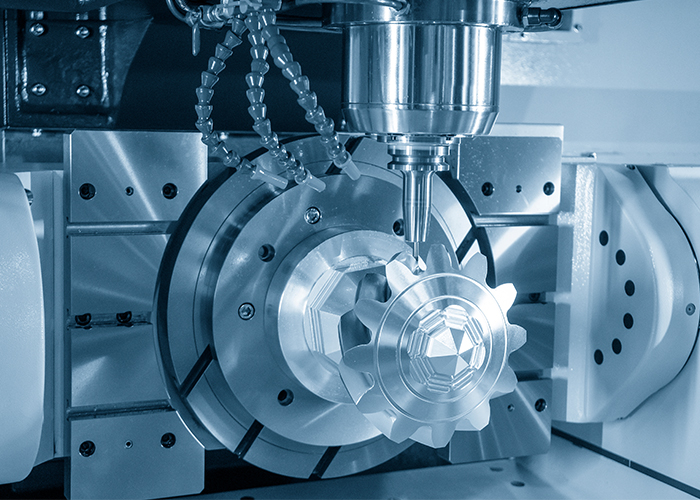
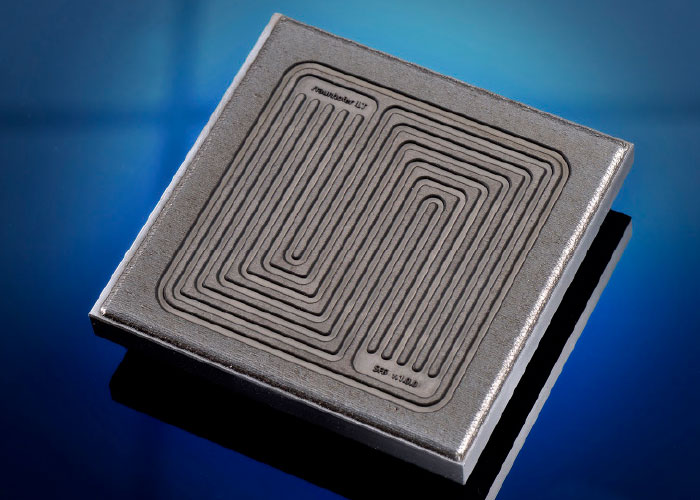
Demonstrator voor EHLA-technologie: 3D-printen en afwerking door middel van conventioneel frezen zijn de onderscheidende kenmerken van dit gereedschap. Hiermee kunnen in de toekomst op economische wijze, snel en duurzaam bipolaire platen in enkele seconden worden geproduceerd.
De processen voor het frezen van vormgereedschappen voor bipolaire platen uit hoogwaardig gereedschapsstaal duren uren. Het aanbrengen van een slijtvaste functionele laag op goedkoop materiaal gaat veel sneller. Moderne ELHA 3D-systemen bereiken snelheden van meer dan 30 meter per minuut. Dankzij digitale procesketens kunnen de slijtvaste functionele lagen snel en efficiënt worden aangebracht met behulp van het additieve proces.
Bovendien kan de driedimensionale materiaalstructuur zo nauwkeurig worden aangestuurd dat de zeer slijtvaste laag die op goedkoop constructiestaal is gelast, heel dicht bij de beoogde uiteindelijke contour komt. Voorheen werd deze in een uren durend proces uit een massief blok gefreesd, wat veeleisend is voor het freesgereedschap; nu hoeft deze alleen nog maar gericht te worden afgewerkt. De nieuwe op EHLA gebaseerde procesketen minimaliseert ook de kosten, omdat er slechts een dunne functionele laag van hoogwaardig materiaal hoeft te worden aangebracht.
Tegelijkertijd kunnen de bouwtijd en gereedschapskosten voor de freeskoppen, die onderhevig zijn aan enorme spanningen van het hoogwaardige materiaal, worden verlaagd, omdat het materiaal near-net-shape wordt aangebracht en de mechanische bewerking wordt geminimaliseerd.
Wat maakt het EHLA-proces zo bijzonder? Het poeder smelt boven het werkstuk in de laserstraal – met andere woorden, het wordt al in vloeibare vorm op het oppervlak afgezet. “Bij het EHLA-proces is het niet het onderdeel, maar het poeder dat een groot deel van de laserenergie absorbeert voordat het het werkstuk raakt”, legt Viktor Glushych, groepsmanager Coating LMD en Heat Treatment bij Fraunhofer ILT, uit. Het gepatenteerde proces versnelt het afzettingsproces aanzienlijk in vergelijking met conventionele lasercladdingprocessen, minimaliseert de thermische belasting van de onderdelen en creëert homogenere microstructuren in de metaallagen. Dit verbetert op zijn beurt de slijtvastheid.
Verhoogde slijtvastheid
De coatingmaterialen die in het lopende onderzoeksproject worden gebruikt, zijn het snelstaal 1.3343 en de martensitische roestvrijstalen legering Ferro55, die beide worden gekenmerkt door een hoge hardheid en slijtvastheid. Dora Maischner, projectmanager bij Fraunhofer ILT legt uit: “1.3343 heeft een hardheid van ongeveer 830 HV0,5 en Ferro55 ongeveer 820 HV0,5. Daarmee vallen ze in het bereik van het standaard gereedschapsstaal 1.2379, dat zowel in geharde als ongeharde toestand wordt gebruikt.” De slijtagebescherming kan worden aangebracht met een coatingsnelheid van 30 meter per minuut; per laag wordt een coatingdikte van ongeveer 1,2 mm bereikt. De vereiste coatingdikte kan worden ingesteld door meerdere lagen aan te brengen, in dit geval een coatingdikte van 1 mm. Het digitale besturingssysteem zorgt ervoor dat het materiaal nauwkeurig en selectief wordt gevormd, een voordeel dat het mogelijk maakt om robuuste slijtagebeschermingscoatings te produceren.
Glijdende wrijvingsslijtagetest
Om de slijtvastheid nauwkeurig te beoordelen, gebruikt Fraunhofer ILT een glijdende wrijvingsslijtagetest van de Clausthal University of Technology, die realistische slijtagescenario’s voor de toepassing simuleert. Het systeem drukt een pen met een gedefinieerde kracht op een tegenplaat en beweegt deze heen en weer. De hoeveelheid verwijderd materiaal kan vervolgens nauwkeurig worden gemeten. De resultaten tot nu toe geven significante voordelen aan van de testmonsters die met EHLA zijn gecoat in vergelijking met die welke met conventionele materialen zijn vervaardigd.
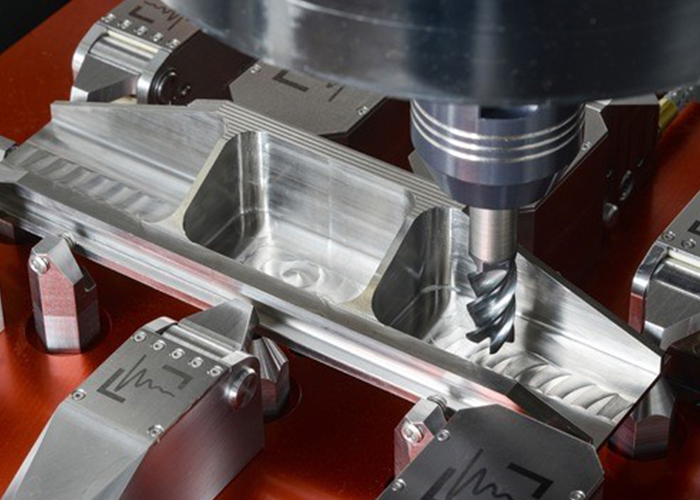
Om de nieuwe EHLA-gebaseerde procesketen in de praktijk te demonstreren, heeft het team een demonstrator opgezet waarop het met EHLA eenvoudig constructiestaal (St37) heeft gecoat met het snelstaal 1.3343 dicht bij de uiteindelijke contour. Zowel conventioneel frezen als structureren met ultrakorte pulslasers worden gebruikt voor de afwerking bij Fraunhofer ILT.
Omdat het mechanisch bewerken van materialen met een hoge hardheid aanzienlijke gereedschapsslijtage veroorzaakt, is het contactloze laserproces van groot industrieel belang. “Ons doel in het project is om te bewijzen dat de gehele procesketen van coaten tot structureren van de biopolaire platen al wordt gedekt door bijna-serieprocessen”, legt Maischner uit.
De onderzoekers willen de veerkracht en slijtvastheid van verschillende vormgereedschappen testen op een testbank bij Fraunhofer IPT. Ze richten zich op vormprocessen die dicht bij seriegebruik liggen, waarbij elke seconde een bipolaire plaat moet worden gestempeld, zoals vereist voor een efficiënte industriële productie. “De methode stelt ons in staat om de levensduur van met EHLA gecoate gereedschappen realistisch te testen”, legt Maischner uit.
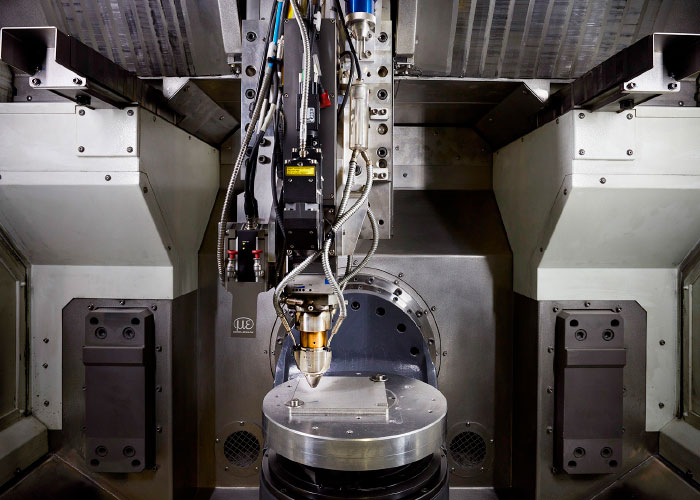
Testfaciliteit in het H2GO-project: Fraunhofer ILT voorziet componenten voor brandstofcellen op een EHLA-systeem snel en nauwkeurig van slijtvaste coatings ter voorbereiding op grootschalige productie.
Hergebruik gereedschap
Het team richt zich ook op de efficiënte productie en het hergebruik van gereedschappen. “We hebben al contact met bedrijven die gereedschappen voor bipolaire platen produceren en hebben daar zeer positieve feedback op gekregen”, legt Glushych uit. Wat met name de interesse wekt, is de mogelijkheid om functionele lagen dicht bij de uiteindelijke contour op te bouwen met de typische EHLA-processnelheden en zo de tijdrovende ablatieve bewerkingsstappen te verkorten. De optie om versleten gereedschappen te reconditioneren met behulp van hetzelfde EHLA-proces heeft ook positieve feedback gekregen. Dit komt omdat de industrie in plaats van gereedschappen aan het einde van hun levensduur te moeten smelten, de defecte of versleten contouren kan herbouwen en ze mechanisch kan afwerken met EHLA in overeenstemming met het digitaal opgeslagen bouwplan.
De nieuwe procesketen kan zo de weg vrijmaken voor herhaald hergebruik van gereedschappen; dergelijke closed loop processen zijn gewild omdat ze de degradatie van hoogwaardige legeringen voorkomen en ook de noodzaak wegnemen om versleten gereedschappen te smelten en de onderdelen te transporteren, die beide veel energie verbruiken. Zodra het gereedschap versleten is, kunnen gebruikers de laag ter plaatse terugfrezen tot een gedefinieerde, digitaal opgeslagen contour en deze opnieuw coaten met EHLA.
Minder fijnstofvervuiling
Successen in de personenautosector kunnen andere potentiële gebruikers aanmoedigen om deze nieuwe vorm van gereedschapsmakerij te betreden. EHLA heeft bewezen een effectief proces te zijn voor slijtagebeschermingscoating: in het geval van remschijven hebben de dunne, stevig hechtende EHLA-beschermende coatings de slijtage aanzienlijk kunnen minimaliseren. Het voordeel komt niet alleen autobezitters ten goede, maar kan ook de hoeveelheid fijnstof in het milieu aanzienlijk verminderen. Deze knowhow vormt de ideale basis voor het bevorderen van de massaproductie van ultradunne bipolaire platen voor bedrijfsvoertuigen.