Volumineus egelfrezen bij K&G Machining vergt hoge machinestabiliteit
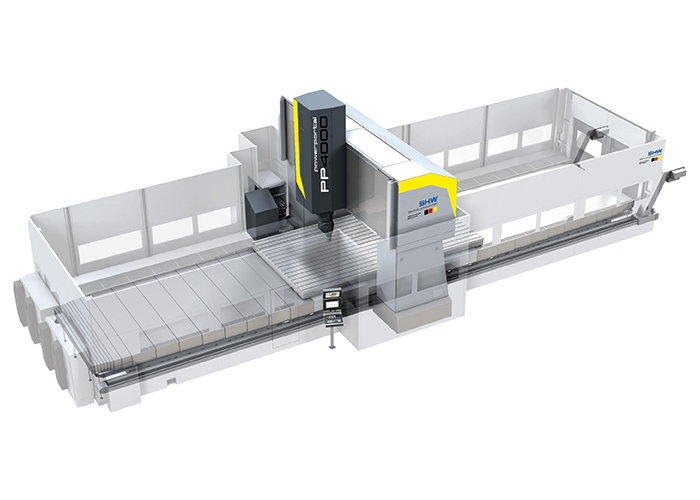
K&G Machining in Middelburg heeft onlangs het machinepark uitgebreid met een nieuwe portaalfreesmachine van Hartford. De robuuste bouwwijze en de hoge stabiliteit maken de SW-220 uitermate geschikt voor de vele zware bewerkingen die de fabrikant verricht. Het egelfrezen van grote flenzen is daar een goed voorbeeld van.

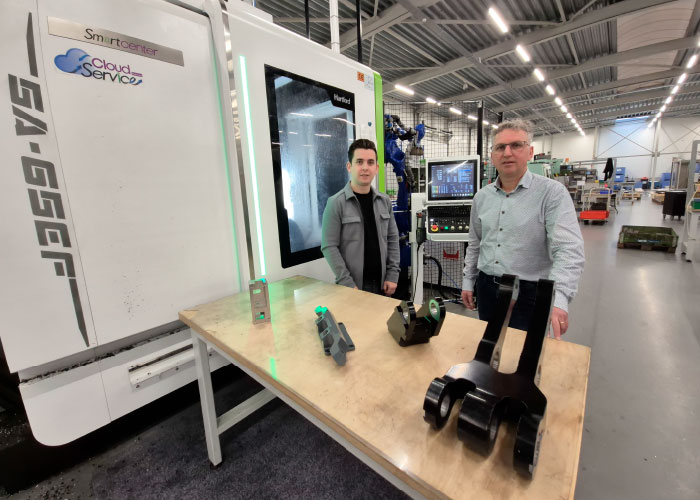
Edwin Klap, directeur van K&G Machining, naast de nieuwe Hartford SW-220 portaalfreesmachine. De machine wordt ingezet om grote ringen te bewerken tot flenzen.
K&G Machining is in 2012 vanuit een overname gestart. In de beginfase van het bedrijf bestond het machinepark volledig uit conventionele machines. Directeur Edwin Klap had al snel door dat conventioneel verspanen niet voldoende was om een sterke concurrentiepositie te waarborgen. Daarom werd in 2012 meteen de eerste CNC-freesmachine in gebruik genomen, een kleine Hartford HCMC 1270. Edwin Klap: “Producten werden tien jaar geleden al steeds complexer en ook toen al was het moeilijk om aan vakmensen te komen. Vandaar dat we in het eerste jaar direct naar een CNC-freesmachine zijn gaan kijken.
Niet alleen geeft zo’n CNC-machine meer mogelijkheden, het is ook eenvoudiger programmeren, productiever en betrouwbaarder.” Inmiddels hebben nagenoeg alle conventionele machines plaatsgemaakt voor CNC-machines. In het machinepark voeren machines van Hartford en CMZ de boventoon. Promas uit Maasbree leverde gedurende die periode maar liefst zeven nieuwe en vier jong gebruikte CNC-machines. “We hebben een goede vertrouwensband opgebouwd met Promas. Door alles bij één leverancier onder te brengen, kunnen we heel snel schakelen. Dat voordeel heeft zich al meerdere keren bewezen”, aldus Klap.
11 mm voor de frees
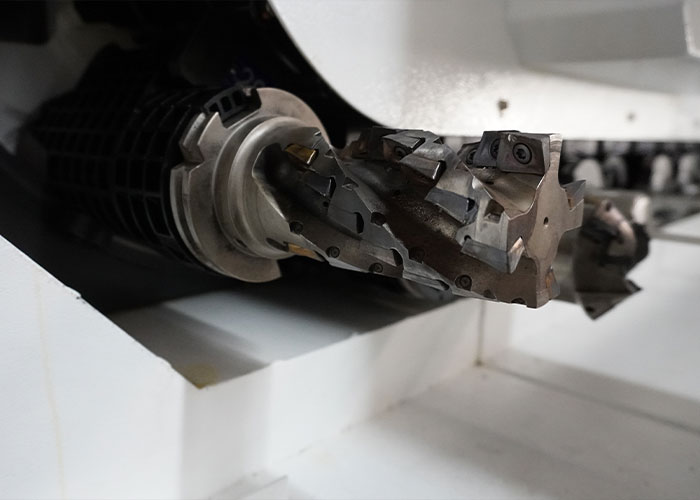
K&G Machining heeft de productie opgedeeld in twee takken van sport: K&G Machining produceert alles wat de klant vraagt en opereert dus als toeleverancier, terwijl K&G Metal Service volledig gespecialiseerd is in de productie van grote flenzen. De nieuwe Hartford portaalfreesmachine, waarvan er nu twee in bedrijf zijn, heeft een plek ingenomen bij Metal Service en wordt ingezet voor de productie van flenzen. Het bewerken van de binnen- en buitencontouren van deze flenzen wordt gedaan met een zogenaamde egelfrees. Hierbij wordt de frees op een diepte (Ap) gebracht van maximaal 90 mm, waarna de egelfrees de zijkant volledig in één procesgang bewerkt. Daarbij zet K&G Metal Service 11 mm voor de frees (Ae). Dat wil zeggen dat de flens bij één ronde in totaal 22 mm in diameter kleiner wordt.
Maximaal koppel
Door de grote diameters van de flenzen bewerkt K&G Metal Service met een laag toerental, een hoog koppel en een relatief hoge voeding om een hoog verspanend volume te realiseren. Het gevolg is dat de bewerkingsmachine enorme krachten te verduren krijgt op de spil, de geleidingen en de constructie. Volgens Edwin Klap is dit exact de reden waarom er voor de Hartford SW-220 portaalfreesmachine is gekozen. “We bewerken altijd met het maximale koppel van de spil.
De enorme krachten die hierdoor ontstaan vergen een sterke, stabiele machine. Met name de blokgeleiding en de robuuste bouwwijze maken een betrouwbaar proces mogelijk. En die betrouwbaarheid is een sterke eigenschap van Hartford. Onze eerste Hartford draait bijvoorbeeld al tien jaar zonder problemen. Dat zegt genoeg.” Mathijs van Rijswijk, salesmanager bij Promas, vult aan: “Hartford bouwt ongeveer 2.000 machines per jaar waarvan 600 portaalfreesmachines. Het machineconcept is al jaren volledig geperfectioneerd, en dat zie je direct terug in de hoge betrouwbaarheid.”

Onderhouds- en gebruiksvriendelijk
K&G Metal Service heeft voor de lage uitvoering gekozen van de Hartford SW-220 portaalfreesmachine. Met name om uitzetting door hoge krachten tot een minimum te beperken. De Z-as heeft een bereik van 780 mm waar 920 mm standaard is. De X- en Y-as hebben respectievelijk een bereik van 2.100 mm x 2.000 mm. De machine is uitgerust met een standaard spil met een maximaal toerental van 6.000 min-1 en een maximaal koppel van 900 Nm. Klap is verder gecharmeerd van de afwerking: “De machine is zowel mechanisch als elektronisch netjes afgewerkt. Zo is de bovenkant van het portaal volledig afgedekt zodat er geen spanen en ander vuil in kunnen vallen.
Ook door deze eigenschap is Hartford onderhoudsvriendelijk.” K&G Metal Service heeft de SW-220 verder uitgerust met de Hartroll besturing van Hartford. Deze besturing heeft veel functionaliteiten om de productie te bewaken. “De machine vertelt zelf wanneer er iets moet gebeuren. Aan de hand van het vermogen bijvoorbeeld, kan Hartroll meten wanneer een gereedschap aan vervanging toe is. Daarnaast stelt Hartroll ons in staat om op afstand de status van de machine in te zien, waardoor we de productie beter kunnen bewaken.”
Automatisering
De volgende stap van K&G Metal Service is om de twee Hartford portaalfreesmachines die naast elkaar staan opgesteld te automatiseren. Het idee is om met een portaalautomatisering de machine van bovenaf te beladen met flenzen. “Nu het machinepark op niveau is, kunnen we gaan denken aan andere oplossingen om de productiviteit te verhogen. Aangezien we al grotendeels papierloos werken, zal de meest logische stap automatisering zijn. We produceren geen grote series, maar wel producten die steeds terugkomen, die dezelfde vorm hebben en die met dezelfde gereedschappen bewerkt worden. Daardoor is automatisering goed toe te passen en zeker interessant om de onbemande uren in te vullen”, aldus Klap.
Nieuwe CMZ draaibank
K&G Machining heeft recent ook een nieuwe CMZ TD35-Y draaibank in gebruik genomen. De draaibank met een lengte van 3.200 mm tussen de centers is uitgerust met een servogestuurde turret met twaalf aangedreven gereedschappen. Dit stelt de toeleverancier in staat om werkstukken in één opspanning compleet te bewerken.

Naast de nieuwe portaalfreesmachine van Hartford heeft K&G Machining recent ook geïnvesteerd in een stabiele draaibank van CMZ. De TD35-Y-3.200 stelt de fabrikant in staat om draaidelen met freesbewerkingen in één opspanning compleet te bewerken.
“We bewerken veel assen en andere draaidelen met eigenschappen waar ook freesbewerkingen voor nodig zijn. Denk bijvoorbeeld aan het frezen van spiebanen of tandwielen. Waar we vroeger het werkstuk na het draaien opnieuw moesten opspannen op een freesbank, kunnen we nu met de nieuwe CMZ dit soort werkstukken op één machine compleet bewerken. Dit zorgt voor een enorme tijdwinst en het komt ook nog ten goede aan de kwaliteit en nauwkeurigheid van het werkstuk.” Net als bij de machines van Hartford, is K&G Machining gecharmeerd van de robuuste bouwwijze van CMZ. Ook deze draaimachines zijn voorzien van een blokgeleiding voor een hoge stabiliteit. Om lange werkstukken te ondersteunen en om trillingen te voorkomen is de machine uitgerust met een meelopende, servogestuurde bril.
Een ander belangrijk voordeel is de hoge temperatuurstabiliteit. “Alle motoren en koppelingen in de assen worden oliegekoeld. Hierdoor kunnen we een constante nauwkeurigheid realiseren: Het eerste werkstuk aan het begin van de werkdag heeft exact dezelfde maat als werkstuk nummer 50 die aan het eind van de dag geproduceerd wordt. Dat geeft een heel betrouwbaar proces”, besluit Edwin Klap.