Zesde tand maakt trochoïdaal frezen nog productiever
Door een zesde tand aan de Phantom HP2 UNI VHM Trochoïdaal frees toe te voegen, zorgt het Nederlandse gereedschappenmerk voor een gemiddeld 20 procent hogere productiviteit bij trochoïdaal frezen. In de 2xD en 3xD varianten blijft de frees stabiel en goed presteren op een gemiddelde CNC-machine.

Het toevoegen van een zesde tand aan de Phantom HP2 UNI VHM Trochoïdaal frees levert gemiddeld een 20 procent hogere productiviteit op bij trochoïdaal frezen.
Trochoïdaal frezen is als ruwfreesbewerking inmiddels een standaard strategie geworden. In veel machinefabrieken waar men diepe kamers moet uitfrezen of anderszins veel materiaal moet wegnemen, wordt de strategie vaak toegepast. Hiervoor zetten frezers tot nog toe eigenlijk altijd een vijfsnijder in. Het Phantom-team is in het Nederlandse test- en trainingscentrum gaan experimenten met een zessnijder.
Hogere productiviteit en standtijd
Dit blijkt bij 2XD en 3xD HP2 met de Uni VHM Trochoïdaal frezen goede resultaten op te leveren. De zesde tand levert een productiviteitswinst op van 20 procent. “Omdat bij trochoïdaal frezen de voeding gelijk blijft als men van vijf naar zes tanden gaat, neemt de productiviteit toe evenals de standtijd van de frees. En met een snedebreedte van 30% kunnen de meeste CNC bewerkingscentra dit best goed aan”, vertelt Jacco Kramer, Product Manager bij Phantom, over de testresultaten die zijn gerealiseerd.
Meer dan zes snijkanten heeft geen zin, net zo min als een 4xD frees omdat dan radiale krachten zodanig sterk worden, dat enkel een zeer stabiele CNC-machine dit aankan wil men problemen met de frees voorkomen. De versnelling en vertraging van de CNC-machine gaan dan een te grote rol spelen om nog een betrouwbaar freesproces te realiseren.
Extra features
Phantom heeft nog enkele andere features in de trochoïdaal frees aangebracht om de betrouwbaarheid van het freesproces te optimaliseren. Zo lopen de spaanbrekers met een radius in en uit de frees. Hierdoor vermijdt Phantom dat er twee zwakke plekken in het gereedschap ontstaan doordat men de spaansplitter insteekt met een rechte slijpschijf. “Een dergelijke spaanbreker zie je doorgaans alleen in het topsegment, omdat het productietechnisch lastiger te maken is”, legt Kramer uit.
Vanaf diameter 6 mm brengt Phantom tevens een kantradius aan op de snijkant van de frees; daaronder gaat het niet anders dan met een beschermfase. Door deze kantradius zal het hardmetaal minder snel uitbreken; het komt dus de standtijd van de frees ten goede. “Je ziet het ook terug in het oppervlak. Aan de kopse kant vlakt de frees beter dankzij de kantradius. Dat is toch wel een verschil met een fase.” Voor het geval men dieper het materiaal in moet, zijn de Phantom trochoïdaal frezen voorzien van een nek, die tangentieel overloopt. De AlCrN coating maakt de frees geschikt voor zowel droog als nat verspanen.
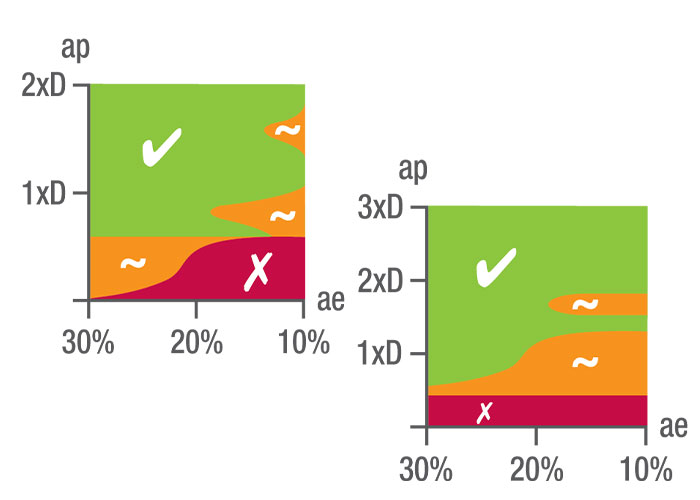
Ook voor de nieuwe trochoïdaal is een icoon ontwikkeld die het ideale inzetgebied van het gereedschap weergeeft. Voor de verschillende lengte-diameters wordt het optimale percentage breedte (ae) aangegeven.
Ideale inzetgebied
Phantom is bij de introductie van de nieuwe HP2 universele frees gestart met het ontwikkelen van iconen die het ideale inzetgebied van het gereedschap weergeven. Voor de verschillende lengte-diameters wordt het optimale percentage breedte (ae) aangegeven. In deze groene gebieden gaat de frees beslist niet trillen. De rode gebieden moet men vermijden. Zo’n icoon is ook voor de nieuwe trochoïdaal frees ontwikkeld.
Jacco Kramer merkt namelijk dat frezers nog wel eens ten onrechte denken dat je een lange frees wel even kunt gebruiken om een klein stukje materiaal weg te halen. Jacco Kramer: “Die redenering klopt niet. Onder de 2xD is er een klein gebied waarin je de frees niet moet gebruiken, omdat de snijkracht schommelingen dan te groot worden. Als je naast de machine staat, hoor je direct dat de frees verkeerd wordt ingezet. Je moet niet klakkeloos een lange frees voor kort werk inzetten.”
Phantom demonstreert de nieuwe frees deze week op METAVAK in Gorinchem (5-7 oktober).